Engineered for high performance, thermal durability, and strict compliance across global operations.






Sustaining industrial-grade lighting footprints globally through rigorous quality pipelines.
The global industrial and commercial lighting markets are undergoing a seismic transition. Once viewed simply as illumination tools, modern luminaires are now integration hubs for building automation, industrial aesthetic enhancements, and dynamic spatial controls. High-power LED RGB and RGBW systems are replacing legacy mono-chromatic fixtures in facade architecture, hazard zones, logistical pathways, and high-tech manufacturing plants.
With the integration of IoT microcontrollers, the primary focus has shifted toward decentralized smart spectral controls. Designers now demand multi-channel dimming drivers (supporting DALI-2, DMX512, and wireless networks like Matter or Zigbee) to achieve tunable white temperatures and vivid color accents without compromising efficiency or durability.
Furthermore, human-centric lighting (HCL) parameters are driving procurement choices. Adjusting the spectral output of light throughout shift rotations in manufacturing centers has been proven to increase visual acuity, mitigate fatigue, and boost productivity by up to 15%.

Translating complex lighting specifications into seamless, robust, and cost-effective physical assets.
Industrial projects cannot afford regulatory setbacks. Enterprise buyers require robust products certified with UL, cUL, ETL, DLC, and ATEX standards to secure regional safety approvals and leverage commercial utility rebates.
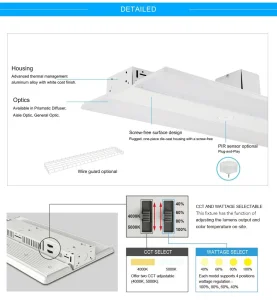
High-powered RGB arrays generate localized heat signatures. Using copper-core PCBs, premium thermal interface materials (TIM), and optimized heatsink fin ratios prevents premature lumen degradation and chromatic shifts.
Procuring fixtures that natively integrate with existing building management systems (BMS) avoids proprietary protocol lock-in. Our systems leverage standardized smart interfaces for universal communication.
Founded in 2010, Presta Light operates as a professional high-tech enterprise specializing in the research, development, and global distribution of high-performance commercial and industrial LED lighting solutions. Over the past decade, we have established a solid international reputation by offering durable products that reduce operating costs and increase overall lighting efficiency.
Based in the manufacturing hub of Shenzhen, China, Shenzhen Presta Light Co., Ltd. is a high-tech enterprise built on the core values of Quality, Innovation, Integrity, and Customer Satisfaction. By matching state-of-the-art production machinery with a highly experienced optoelectronic R&D team, we continuously push the boundaries of energy efficiency and performance.
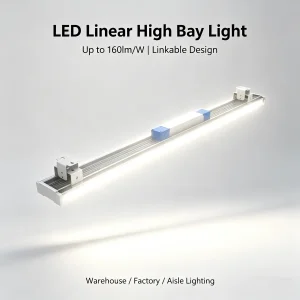
Our core product portfolio includes: LED Corn Bulbs, LED Retrofit Kits, LED High Bay Lights, LED Shoebox Fixtures, LED Canopy Lights, LED Wall Packs, LED Flood Lights, and customizable smart RGB/RGBW variants designed for dynamic architectural requirements.
We invest extensively in technological innovation, launching approximately 4 to 5 new products each year. Our focus is centered on achieving higher luminous efficacy (up to 150lm/W and beyond), maximizing driver longevity, and ensuring seamless field installations to lower labor costs for our global partners.
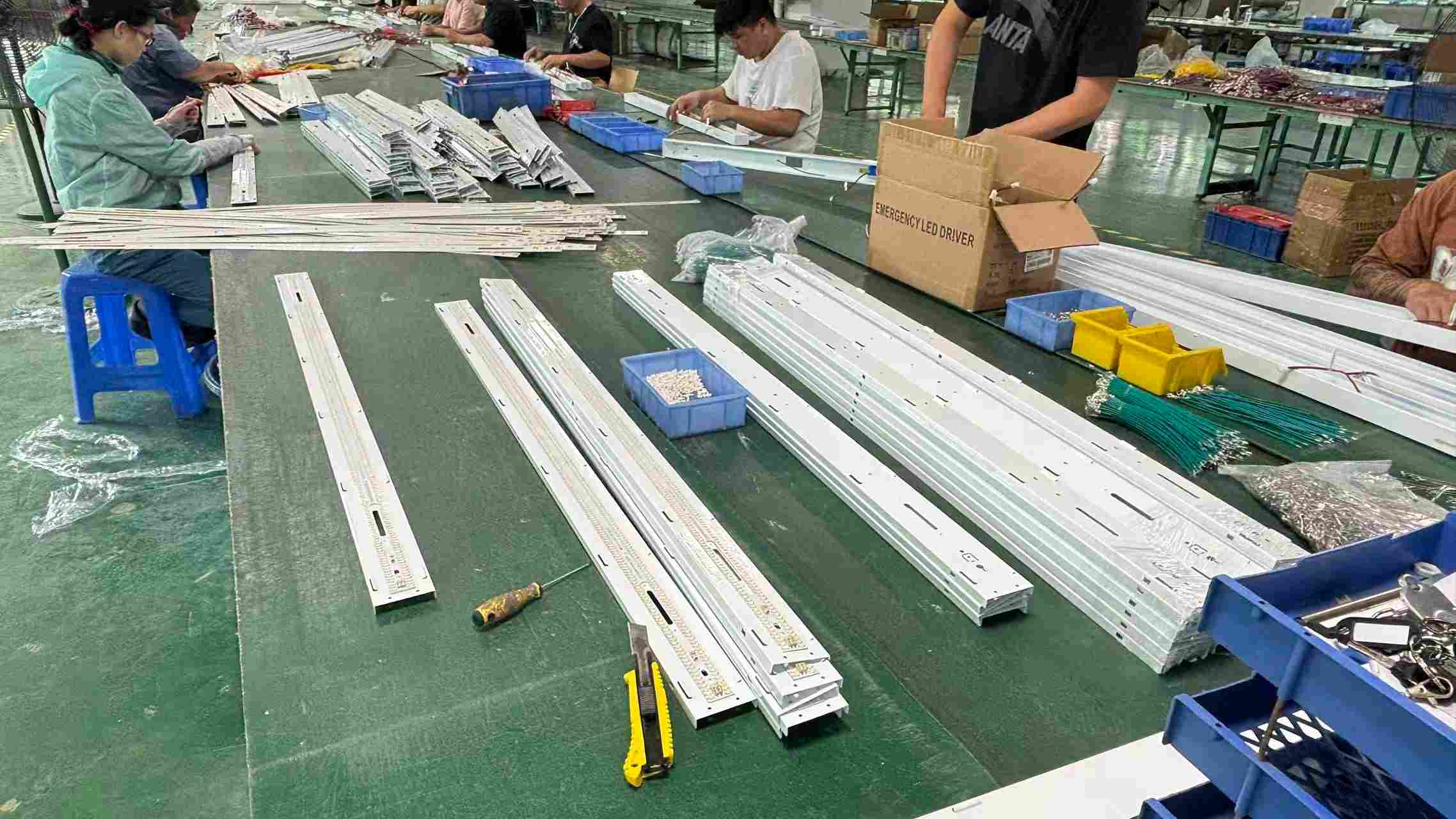
An inside look at our specialized production facilities, ensuring reliability at every step.










Looking to the next decade, Presta Light is focusing its research budgets on high-efficiency semiconductor materials, including Gallium Nitride (GaN) driver components. GaN technology enables compact driver layouts with up to 96% energy transformation efficiency, lower thermal footprints, and increased resistance to electrical transients.
We are also investigating LiFi (Light Fidelity) applications, enabling high-bay fixtures to simultaneously act as ultra-secure, high-speed optical data communication points. In logistical warehousing settings, this will allow autonomous picking equipment to navigate without relying on saturated radio-frequency bands.
Our global operations are underpinned by structured support systems. By maintaining logistics networks and partnering with key distributors in North America, Europe, and Asia, we ensure fast lead times and readily available spare components.
Every product batch undergoes continuous testing inside our facility. We verify photometric layouts, test power factors, and confirm IP waterproof ratings (ranging up to IP66 and IP67). Through these processes, our products maintain certifications with UL, cUL, ETL, and DLC Premium, facilitating smooth project execution and ensuring reliable operations.
Clear explanations regarding high-efficacy optoelectronic layouts, spectrum management, and international standards compliance.
Specialty retrofits, explosion-proof units, and corn bulbs designed for heavy-duty commercial applications.







